MONDAY TO FRIDAY
8:30 AM - 6:00 PM
- Whatsapp : +86 189 3888 9043
- WeChat: 28608517
- E-mail:[email protected]
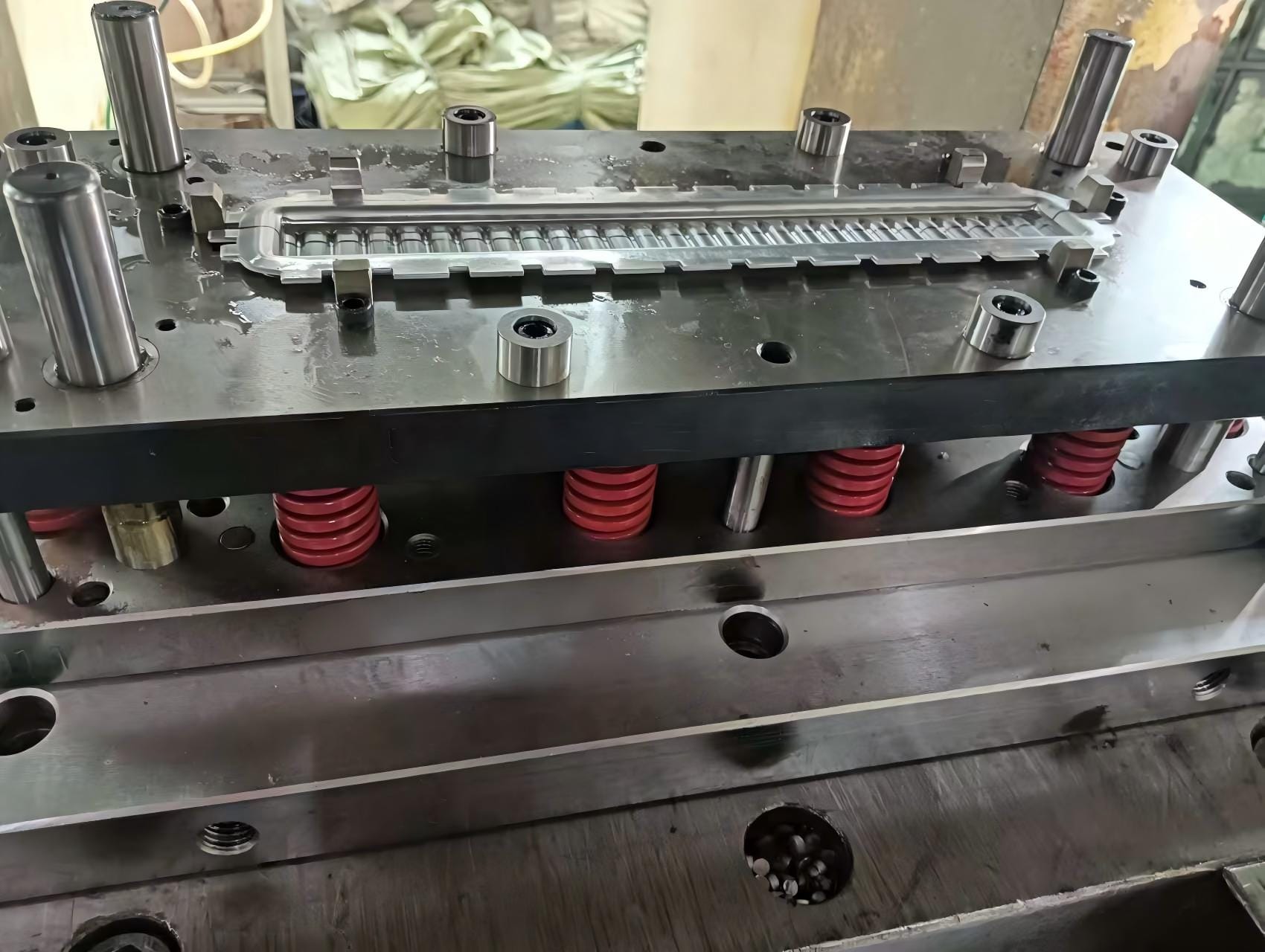
Radiator Header Plate Stamping Die is a specialized manufacturing tool engineered for high-volume production of critical sealing components in automotive cooling systems. This precision die enables mass production of radiator top tanks (also known as top covers, header plates, water tank end caps, or upper/lower tanks)—the primary connection components between the radiator core and plastic tanks.
We offer aluminum radiator header plate stamping dies achieving ±0.01mm precision with 300,000 to 1,000,000 cycle lifespan. Specifically designed for processing 4343/3003/7072 aluminum alloys (1.4-1.5mm thickness), ensuring leak-free performance under pressures exceeding 2.5 bar.
1. Function: Forms top/bottom header plates with tube holes, inlet/outlet ports, and mounting brackets
2. Features:
– Precision piercing for tube hole patterns (±0.05mm hole position accuracy)
– Drawing operations for coolant port formation
– Coining for sealing surface flatness
3. Material: Aluminum 4343/3003/7072 or Clad Aluminum
4. Production Rate: 60-120 parts/minute (Progressive Die)

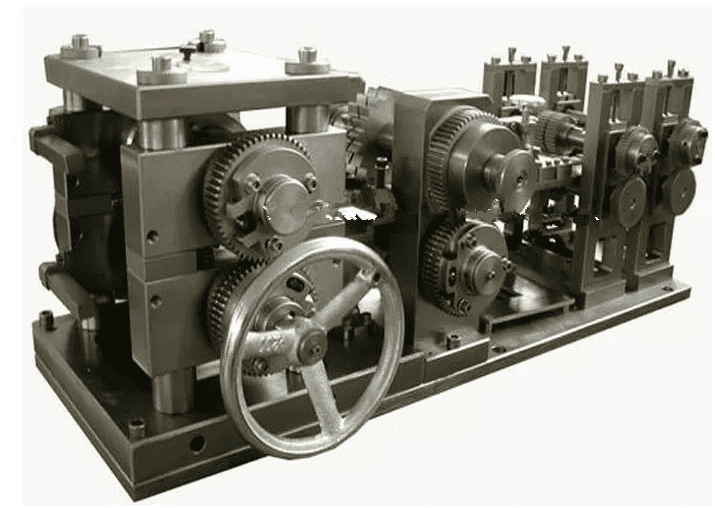
Radiator Fin Stamping Dies for automotive and engineering applications are specialized precision tools engineered for high-speed stamping of radiator cooling fins. These dies process aluminum strip, copper strip, and stainless steel materials.
When paired with high-speed stamping presses, they achieve rapid stamping rates of up to 300 strokes per minute (SPM), efficiently producing dimensionally accurate, structurally complex fins with intricate louver patterns. The cutting edges utilize ASP30 high-speed powder steel and other premium-grade materials, delivering exceptional wear resistance for long-term stable operation.
Advanced technologies including 3D structural optimization and CAE simulation are employed throughout design and manufacturing, enhancing fin forming precision and maximizing heat exchanger thermal efficiency. These dies play a critical role in meeting cooling demands for automotive engines and construction machinery, ensuring reliable equipment operation.
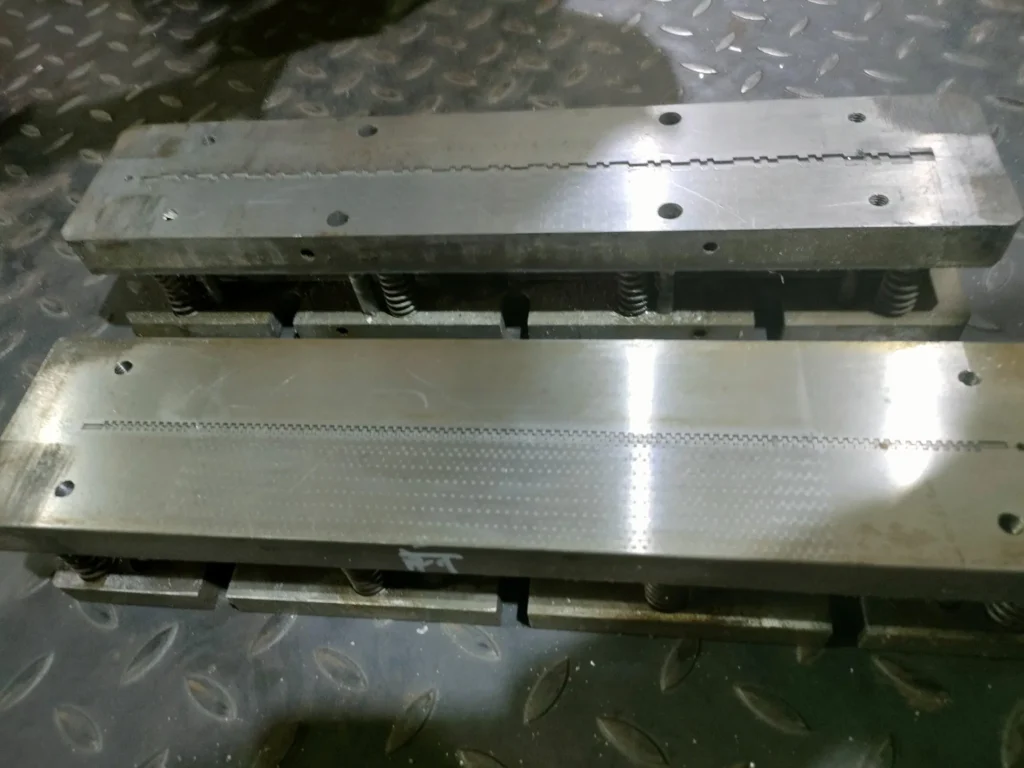
1. Function: Stamps corrugated cooling fins with louvered air flow enhancement
2. Features:
– High-speed progressive die design (up to 300 strokes/minute)
– Complex louver forming for turbulent air flow
– Burr-free cutting for optimal thermal contact
3. Material: Aluminum 1050-O, Copper (for high-performance radiators)
4. Fin Pitch: 3.5mm – 10mm (Customizable)
1. Function: Forms structural side plates, top/bottom frames, and mounting brackets
2. Features:
– Bending and forming operations for 3D geometry
– Piercing for assembly holes and notches
– Robotic welding integration ready
3. Material: Galvanized Steel (SGCC), Aluminum 6061-T6
4. Tolerance: ±0.10mm on critical mounting dimensions

1. Function: Single-station cutting and forming for small brackets, clips, and fasteners
2. Features:
– Cost-effective for medium volumes (10,000-250,000 parts/year)
– Piercing + blanking + forming in one operation
– Quick-change die components for setup reduction
– Vacuum Quenching: HRC 58-62 hardness for cutting/forming components
– Nitriding: 0.1-0.3mm diffusion layer for wear resistance
– PVD Coating: TiN, TiAlN, or CrN coating for extended tool life (2-3x improvement)
– TD Coating: Toyota Diffusion coating for extreme wear applications (HV2800+)
– Master Assembly: Experienced technicians (avg. 15 years) assemble with 0.02mm guide pin clearance
– T0 Trial: Initial stamping trial with customer material, dimensional report provided
– T1-T3 Optimization: Adjustments for springback compensation, burr reduction, and surface quality
– Production Validation: 300-piece buy-off run with CMM inspection report
– Protective Packaging: Anti-rust oil, VCI film, fumigated wooden case (ISPM-15)
– Documentation Package:
– 2D/3D die drawings (DWG, STEP, PDF)
– Steel material certificates
– Heat treatment reports
– Dimensional inspection reports
– Operation and maintenance manual