MONDAY TO FRIDAY
8:30 AM - 6:00 PM
- Whatsapp : +86 189 3888 9043
- WeChat: 28608517
- E-mail:[email protected]

PA66 GF30 polyamide resin represents the benchmark for glass-filled nylon compounds in engineering applications. The incorporation of 30% short glass fibers creates an isotropic reinforcement structure that dramatically improves mechanical performance while maintaining processability. This composite material exhibits a 50% increase in flexural strength and 70% improvement in tensile modulus compared to neat PA66, enabling significant weight reduction opportunities when replacing metal components.

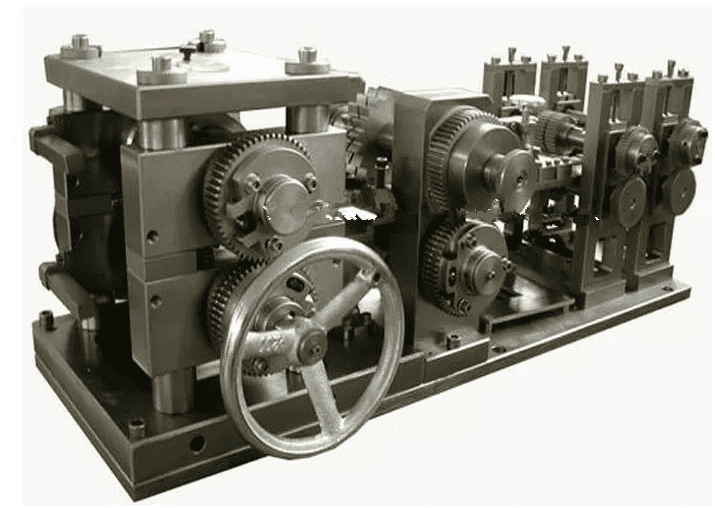
The glass fiber reinforced nylon 66 matrix provides excellent fatigue resistance, making it suitable for cyclic loading applications such as gears, bearings, and structural brackets. Our material is engineered with thermal stabilizers to prevent oxidative degradation during processing and extended high-temperature service life. For automotive cooling systems and under-hood applications, our hydrolysis-stabilized PA66 GF30-HR grades resist chain scission caused by hot water and ethylene glycol coolants.

Dimensional stability is a hallmark of PA66 GF30, with coefficients of linear thermal expansion (CLTE) reduced by 40-60% compared to unreinforced grades. This property ensures consistent part dimensions across temperature fluctuations, critical for precision assemblies and tight-tolerance housings. The material’s low warpage characteristics result from balanced glass fiber orientation and controlled crystallization during molding.
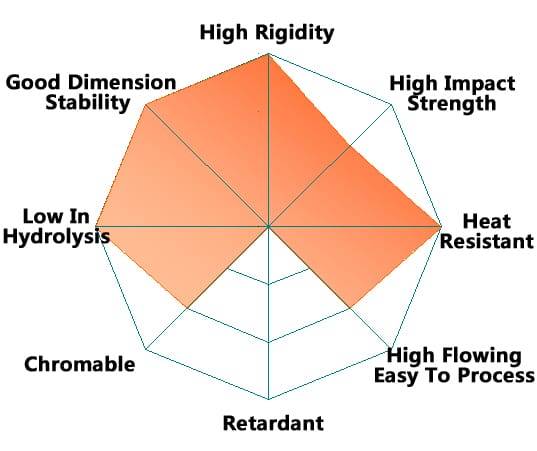
1. 30% glass fiber reinforcement provides 50-70% higher tensile strength compared to unreinforced PA66.
2. Excellent rigidity and flexural modulus (up to 9,000 MPa).
3. Superior creep resistance under long-term static loads.
4. Outstanding dimensional stability with low moisture absorption.
5. High impact strength and toughness for durable components.
1. Heat deflection temperature (HDT) of 150-250°C (depending on grade).
2. Continuous use temperature up to 120-150°C for structural applications.
3. Available in heat-stabilized (PA66-GF30-HS) grades for thermal aging resistance.
4. Hydrolysis-stabilized (PA66-GF30-HR) versions for hot water and coolant exposure.
5. UL Relative Thermal Index (RTI) rated up to 150°C for electrical applications.
1. Excellent resistance to oils, greases, and automotive fluids.
2. Good chemical resistance to hydrocarbons, solvents, and alkaline solutions.
3. Hydrolysis-resistant formulations for radiator and cooling system components.
4. Low moisture absorption (1.0-1.5% at saturation) maintains property consistency.
5. Black PA66 GF30 grades offer enhanced UV protection for outdoor applications.
1. Optimized for injection molding with good flow characteristics.
2. Low shrinkage and warpage ensure tight tolerances.
3. Excellent surface finish for visible technical parts.
4. Compatible with automated production systems.
5. Available in natural (cream) and black color compounds.