8:30 AM - 6:00 PM
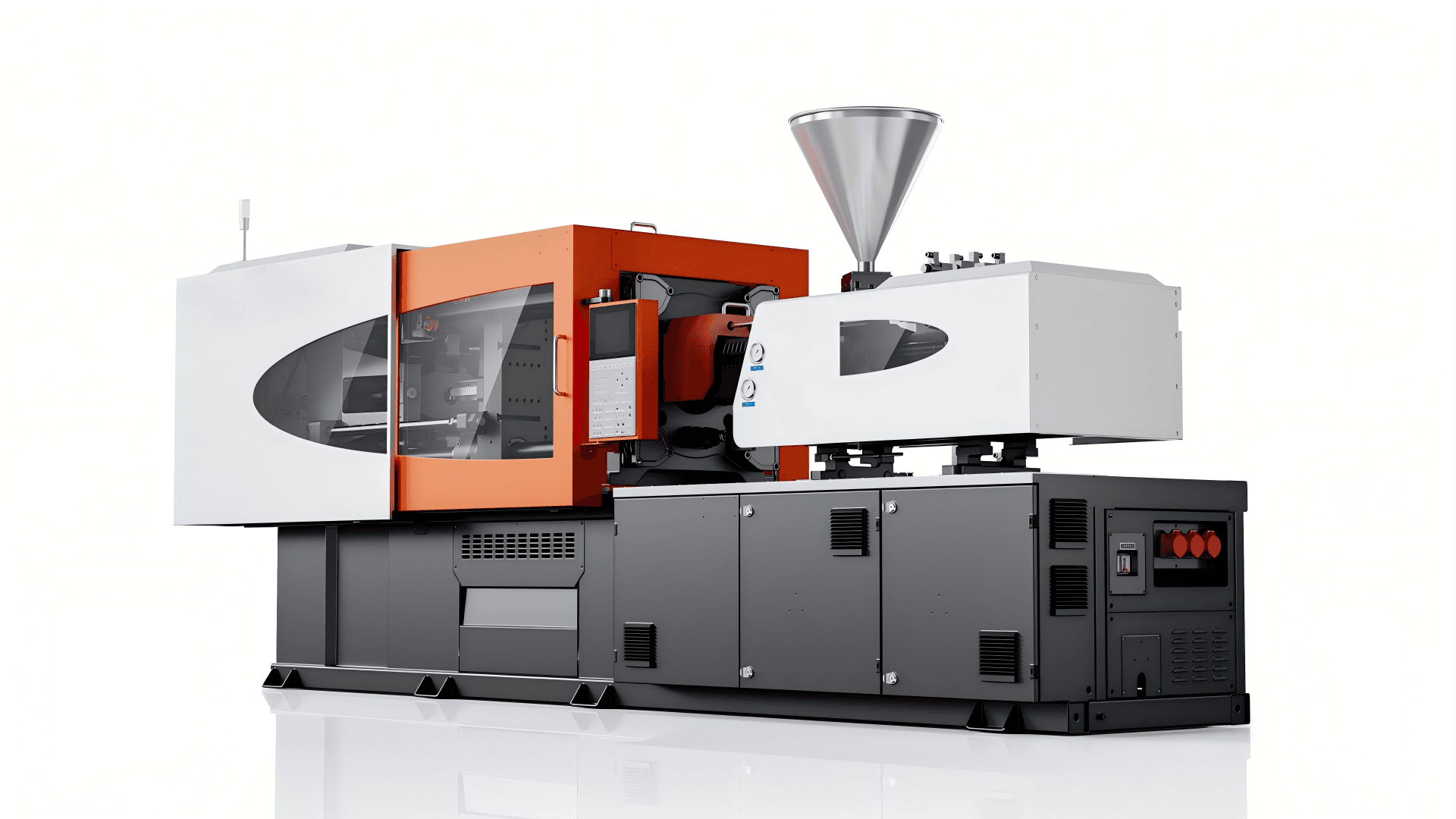
Our PA66 GF30 injection molding machine is specifically engineered for processing glass fiber reinforced polyamide 66 (PA66 GF30)—a high-performance engineering plastic widely used in automotive under-hood components, electrical connectors, and structural parts requiring superior strength, heat resistance, and dimensional stability.
A PA66 GF30 injection molding machine is specialized equipment designed to process glass fiber reinforced polyamide 66 containing 30% glass fibers. It features abrasion-resistant components (bimetallic tungsten carbide barrel, hardened H13 screw), high injection pressure (150-200 MPa), integrated material drying (moisture <0.2%), and optimized screw geometry to preserve fiber length—addressing the unique challenges of this high-performance engineering plastic.
PA66 GF30 contains 30% glass fiber reinforcement, which dramatically improves mechanical properties but creates unique processing challenges: high abrasion on screws and barrels, anisotropic shrinkage causing warpage, increased melt viscosity requiring higher injection pressure, and moisture sensitivity demanding strict drying protocols. Our specialized machine addresses these challenges with hardened steel components, optimized screw geometry, precision temperature control, and advanced process monitoring—ensuring consistent, high-quality production of this demanding material.
| Parameter | Specification | PA66 GF30 Processing Requirement |
| Clamping Force | 130-1300 tons (configurable) | High force for fiber-filled material packing |
| Injection Unit | Reciprocating screw with non-return valve | Prevents fiber backflow, ensures consistent shot volume |
| Screw Diameter | 40-120mm | Larger diameter for GF30 viscosity |
| Screw L/D Ratio | 20:1 to 24:1 | Optimized for glass fiber dispersion |
| Screw Material | H13 tool steel, nitrided or bimetallic | Resists glass fiber abrasion |
| Barrel Lining | Bimetallic with tungsten carbide | Extended wear life for abrasive materials |
| Injection Pressure | 150-200 MPa (21,750-29,000 psi) | Higher pressure for GF30 flow |
| Injection Volume | 274-5,000 cm³ | Matches material density (~1.35 g/cm³) |
| Plasticizing Rate | 50-300 kg/h | High capacity for production efficiency |
| Screw Speed | 50-150 RPM (variable) | Low shear to prevent fiber breakage |
| Back Pressure | 5-15 MPa | Ensures melt homogeneity without fiber degradation |
| Melt Temperature Range | 270-300°C (518-572°F) | Optimal for PA66 GF30 processing |
| Nozzle Temperature | 280-290°C | Prevents premature solidification |
| Mold Temperature | 80-120°C (176-248°F) | Reduces internal stress, improves surface finish |
| Temperature Control Zones | 6-12+ independent zones | Precision thermal management |
| Heating Capacity | 15-50 kW | Rapid heat-up, stable temperature |
| Cooling System | Multi-zone water/oil cooling | Fast cycle times, warpage prevention |
| Drying System | Integrated desiccant dryer, 80-90°C | Moisture <0.2% required for PA66 |
| Hopper Capacity | 50-200 kg with dry air circulation | Prevents moisture reabsorption |
| Clamping Mechanism | Toggle or hydraulic | High rigidity for precision molding |
| Mold Opening Stroke | 300-1200mm | Accommodates various mold sizes |
| Tie Bar Spacing | 400×400mm to 1400×1400mm | Flexible mold compatibility |
| Ejection Force | 5-20 tons | High force for GF30 part release |
| Ejection System | Hydraulic or mechanical, multiple pins | Distributes force for large parts |
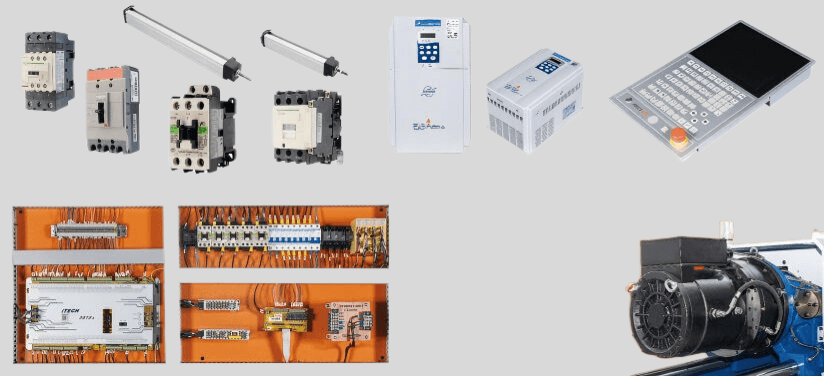
| Machine Type | Hydraulic, electric, or hybrid | Electric preferred for precision |
| Control System | PLC with 10-15" touchscreen | Real-time parameter monitoring |
| Data Logging | Production data, SPC integration | Quality traceability |
| Energy Consumption | 0.4-0.8 kWh/kg (electric models) | 70% savings vs. hydraulic |
| Noise Level | <75 dB(A) | Quiet operation for clean environments |
| Certifications | CE, ISO 9001, IATF 16949 (automotive) | Global compliance |
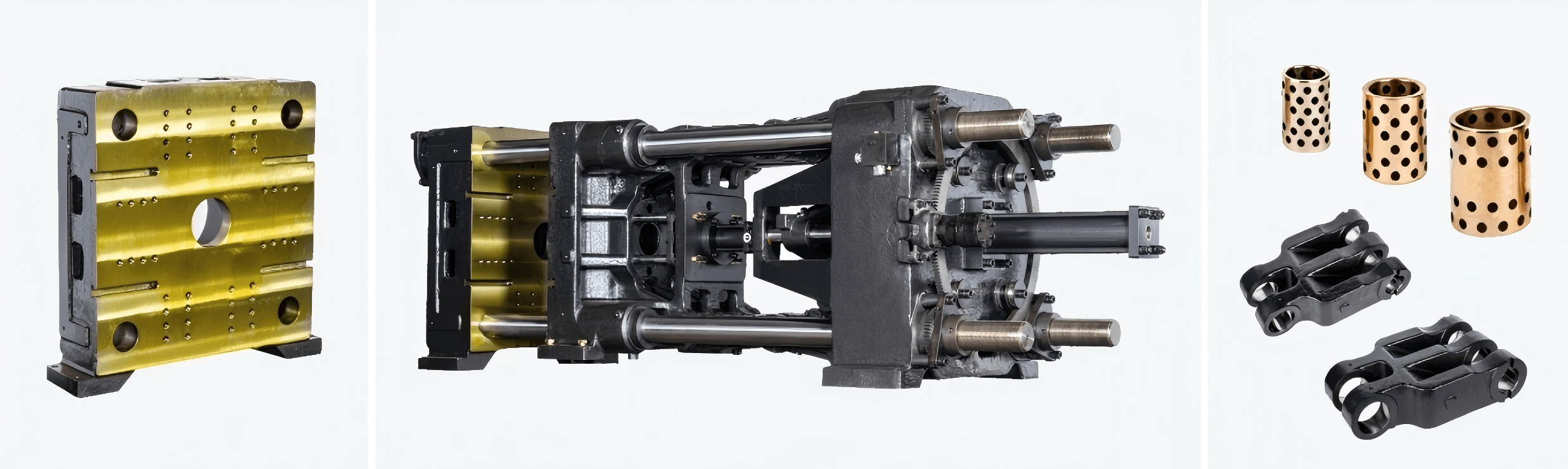
Challenge: Glass fibers cause rapid wear on standard steel components
Our Solution:
– Bimetallic barrel with tungsten carbide or Colmonoy lining
– Hardened screw flights (HRC 60-65) with nitriding or chrome plating
– Replaceable screw tips and check rings for maintenance cost reduction
– Expected life: 3-5x longer than standard components with GF30
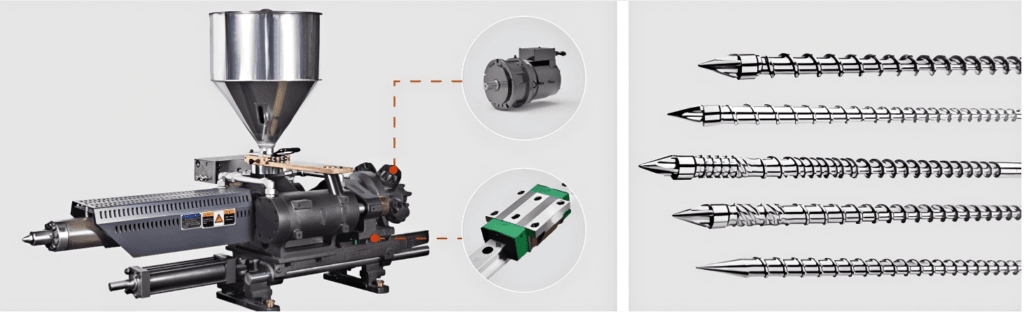
Challenge: High shear breaks glass fibers, reducing mechanical properties
Our Solution:
– Compression ratio: 2.5:1 to 3.5:1 (lower than unfilled nylon)
– Feed zone: Deep flights for gentle material intake
– Transition zone: Gradual compression to minimize shear heating
– Metering zone: Moderate depth for consistent melt delivery
– Mixing section: Specialized distributive mixing (not dispersive) to avoid fiber damage
Challenge: PA66 GF30 requires precise temperature management to prevent degradation and ensure flow
Our Solution:
– Multi-zone PID control: Barrel (3-5 zones), nozzle, mold (6-12 zones)
– Precision: ±1°C accuracy throughout the process
– Fast response: Rapid heating and cooling capability
– Closed-loop control: Automatic adjustment based on real-time feedback
Challenge: PA66 is highly hygroscopic; moisture causes hydrolysis and defects
Our Solution:
– Desiccant dryer integrated: 80-90°C, dew point -40°C
– Drying time: 4-6 hours for 0.2% final moisture content
– Dry air hopper: Prevents moisture reabsorption during production
– Moisture monitoring: Inline sensors with automatic alarms
Challenge: GF30 has higher viscosity and requires precise pressure control
Our Solution:
– High-pressure hydraulic or electric injection: Up to 200 MPa
– Precise velocity control: 10-step programmable injection profile
– Pressure holding: Optimized for fiber-filled material shrinkage compensation
– Response time: <50ms for accurate switching
Challenge: GF30 processing requires tight parameter control for quality consistency
Our Solution:
– Real-time monitoring: Temperature, pressure, velocity, screw position
– SPC integration: Statistical process control with automatic alarms
– Data logging: Full production traceability for automotive quality
requirements
– Predictive maintenance: Algorithm-based wear prediction for screws/barrels
| Step | Parameter | Critical Control |
| Drying | 80-90°C, 4-6 hours, desiccant dryer | Moisture <0.2% (measured by Karl Fischer) |
| Storage | Dry air hopper, sealed containers | Prevent reabsorption |
| Regrind | Maximum 15-20% virgin material | Fiber length reduction affects properties |
| Parameter | Recommended Range | Effect of Deviation |
| Melt Temperature | 280-290°C (nozzle) | Too low: poor flow, short shots; Too high: degradation, discoloration |
| Mold Temperature | 80-100°C | Too low: poor surface, high stress, warpage; Too high: long cycle times |
| Injection Speed | Moderate (50-100 mm/s) | Too fast: fiber breakage, gate whitening; Too slow: premature freezing |
| Injection Pressure | 120-180 MPa | Insufficient: incomplete fill; Excessive: flash, mold wear |
| Holding Pressure | 60-80% of injection pressure | Too low: shrinkage, sinks; Too high: overpacking, residual stress |
| Holding Time | 2-5 seconds (wall thickness dependent) | Too short: backflow, sinks; Too long: no benefit, cycle time increase |
| Cooling Time | 10-30 seconds (part dependent) | Too short: ejection distortion, warpage; Too long: productivity loss |
| Screw Speed | 60-100 RPM | Too fast: fiber breakage, heat generation; Too slow: long cycles |
| Back Pressure | 5-10 MPa | Too low: inconsistent melt; Too high: fiber damage, heat buildup |
– Gate Design: Use larger gates (edge, fan, or tab) to reduce shear stress and prevent fiber breakage
– Runner System: Full-round or trapezoidal runners, avoid sharp corners
– Wall Thickness: Uniform 2-4mm to minimize warpage from anisotropic shrinkage
– Draft Angle: 1-2° minimum for easy ejection (higher than unfilled nylon)
– Ejection: More ejector pins or hydraulic ejection due to high demolding force
– Venting: Adequate venting at end-of-fill to prevent burning from trapped air
– Surface Finish: Polished surfaces (SPI A-2 or better) for fiber-free appearance
– Mold Steel: H13 or S136 (stainless) hardened to HRC 48-52 for wear resistance
| Feature | Our Machine | Standard Injection Molding Machine |
| Screw/Barrel Durability | Bimetallic/tungsten carbide, 3-5x life | Standard nitrided steel, rapid wear with GF30 |
| Fiber Preservation | Optimized screw geometry, low-shear design | Generic screw, significant fiber breakage |
| Temperature Precision | ±1°C, 12-zone control | ±3°C, limited zones |
| Integrated Drying | Built-in desiccant system | Separate dryer required |
| Process Monitoring | Real-time SPC, predictive maintenance | Basic controls, reactive maintenance |
| Energy Efficiency | 0.4-0.8 kWh/kg (electric models) | 1.2-2.0 kWh/kg (hydraulic) |
| Automotive Certification | IATF 16949 available | ISO 9001 only |
| Technical Support | Material processing expertise, mold design consultation | Generic machine support |

| Component | Requirements | Why PA66 GF30 |
| Under-hood parts | Heat resistance, chemical resistance | HDT 210-230°C, oil/fuel resistant |
| Engine covers | Strength, dimensional stability | High rigidity, low creep |
| Cooling system components | Heat resistance, pressure tightness | Excellent thermal properties |
| Structural brackets | Load bearing, vibration resistance | High tensile strength (180-200 MPa) |
| Electrical connectors | Insulation, heat resistance | Good dielectric properties, HDT |
| Sensor housings | Precision, environmental sealing | Dimensional stability, low moisture absorption |
– Connectors & sockets: High-temperature soldering resistance
– Circuit breaker housings: Arc resistance, structural integrity
– Motor housings: Heat dissipation, electromagnetic shielding
– Gears & bearings: Wear resistance, self-lubricating properties
– Pump housings: Chemical resistance, pressure capability
– Tool handles: Ergonomics, durability, chemical resistance
1. Q: Why do I need a specialized machine for PA66 GF30 instead of a standard injection molding machine?
A: PA66 GF30 is highly abrasive due to 30% glass fiber content, causing rapid wear on standard screws and barrels (3-6 months life vs. 3-5 years for unfilled materials). It also requires higher injection pressure (150-200 MPa vs. 100-150 MPa), precise temperature control (±1°C), and strict moisture management (<0.2% moisture content). Our specialized machine includes hardened bimetallic components, optimized screw geometry for fiber preservation, and integrated drying systems—delivering consistent quality and lower total cost of ownership.
2. Q: Why is PA66 GF30 difficult to injection mold?
A: PA66 GF30 presents four challenges: (1) High abrasion—glass fibers rapidly wear standard screws/barrels; (2) Increased viscosity—requires 50% higher injection pressure; (3) Moisture sensitivity—must be dried to <0.2% to prevent hydrolysis; (4) Anisotropic shrinkage—fiber orientation causes warpage. Specialized machines with hardened components, precise temperature control, and integrated drying are essential.
3. Q: What is the typical service life of screws and barrels when processing PA66 GF30?
A: With our bimetallic tungsten carbide-lined barrel and hardened H13 screw, expect 18-36 months of continuous production before replacement—compared to 3-6 months for standard nitrided steel components. We also offer replaceable screw tips and check rings as wear items, reducing maintenance costs. Predictive monitoring algorithms alert you to wear trends, enabling planned maintenance rather than emergency downtime.
4. Q: How does moisture affect PA66 GF30 processing, and how do you prevent it?
A: Moisture is the # 1 cause of defects in PA66 processing. Even 0.5% moisture causes hydrolysis during molding, resulting in splay marks, voids, reduced mechanical strength (20-40% loss), and surface defects. Our machine includes an integrated desiccant dryer (80-90°C, -40°C dew point) with 4-6 hour drying cycles, plus a dry air hopper** that maintains <0.2% moisture during production. Inline moisture sensors provide real-time verification.
5. Q: What temperature is used for PA66 GF30 injection molding?
A:Melt temperature: 280-290°C (nozzle), Mold temperature: 80-120°C, Drying: 80-90°C for 4-6 hours. The narrow processing window requires precise control—too cold causes poor flow and short shots; too hot degrades the material. Mold temperature above 80°C ensures proper crystallization, reduces internal stress, and improves surface finish.
6. Q: What mold design considerations are critical for PA66 GF30?
A: Five key considerations: (1) Larger gates (edge/fan type) to reduce shear stress and fiber breakage; (2) Uniform wall thickness (2-4mm) to minimize warpage from anisotropic shrinkage; (3) Adequate venting to prevent burning; (4) Polished surfaces (SPI A-2) for fiber-free appearance; (5) Hardened mold steel (H13, HRC 48-52) to resist abrasive wear. We provide mold design consultation to ensure optimal processing.
7. Q: Can this machine process other glass-filled materials?
A: Yes, our machine is versatile for all glass fiber reinforced materials: PA6 GF30, PA66 GF15/GF50, PBT GF30, PP GF30, and PC GF. The bimetallic barrel and hardened screw handle all abrasive fillers. Quick-change screw/barrel sets are available for different materials. Simply adjust temperature profiles and processing parameters using our pre-programmed material database.
Contact our engineering team for a detailed quotation within 24 hours.
WhatsApp us
Disclaimer: We promise not to automatically push advertising emails for you.

Condition:New
Fin Material:Copper
Speed:100 M/min
Working Principle:Fin Rolling Mechanism
We will contact you within 4 hours, please note that the email suffix is “@radiatormachine.com”.

Condition:New
Workpiece specification:as per drawing’s requirement
Workpiece length:100-1000mm
Production capacity:180 pcs/hour
Drive mode:Servo+Hydraulic+Pneumatic
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Height Of Brazing Furnace:250mm
Width Of Brazing Furnace:1000mm
Mesh Belt Operating Surface Height:900mm
Length Of Brazing Furnace:6000mm
Working Station Size:1000mm×250mm
Speed:150~600mm/min
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Condition:New
Fin Making Machine :280m/min
coil inner diameter:300mm
Fin cutting frequency: max 80 times/min;
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Pipe effective length: 200-650mm
Slot forming time: 20 seconds per pipe
Hydraulic system working pressure: 8-21Mpa
pneumatic system working pressure: 0.5-0.8Mpa
overall dimension: 2500mm×2100mm×2750mm
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.
Core Components:PLC, Motor
Condition:New
Height Tolerance:+0.03mm, – 0.01mm
Fin Width:8~200mm (Customized)
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Core Components:PLC, Motor
Condition:New
Height Tolerance:+0.03mm, – 0.01mm
Fin Width:8~200mm (Customized)
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Core Height:350-780mm (Customized)
Core Thickness:16~48mm (Customized)
Clearance Between Fin & Header Plates:2mm (1.0mm)
Built Core Width Error:±1.5mm
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Machine Weight:About 2100kg
Radiator Core Height:100-800mm
Suitable Teeth Pitch:Adjustable, Default 10mm
Clinching Speed:1-20 Times Per Minute
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Working speed:0-100m/min stepless control
Fin height: 8±0.05mm
Voltage, Power:380V/50Hz,4.5kw
Protective Shield:Can Be Customized
Programmable:Yes
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.

Conditions:NEW
Fin & Tube Collocating Time:1 Second Per Collocation
Voltage, Power:380V 50Hz ≤13Kw
Applicable Core:Radiator Core, Condenser Core
We will contact you within 4 hours, please note that the email suffix is “@dagmachinery“.