1. DFM Analysis: Design for Manufacturability review of customer part geometry.
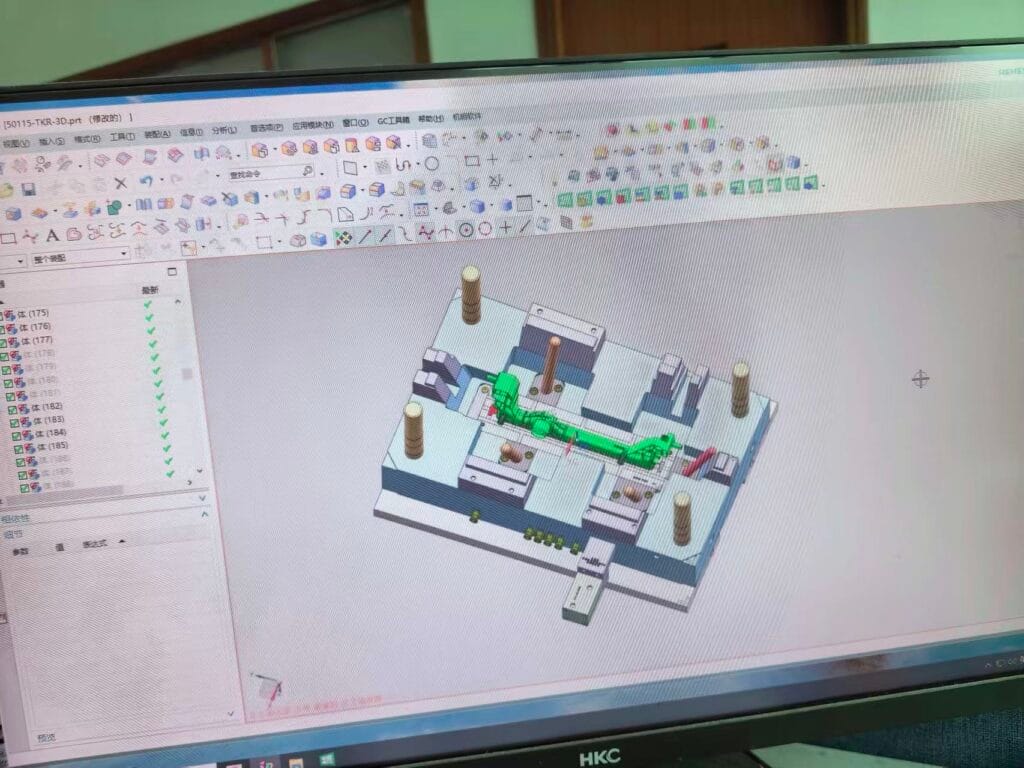
2. 3D Modeling: Complete mold assembly design using UG/NX or SolidWorks
3. Moldflow Simulation: Fill analysis, warp prediction, cooling optimization.
4. Customer Approval: Detailed 2D/3D drawings and material specifications.
1. CNC Machining: 80% automation rate for cavity, core, and slide components.
2. Heat Treatment: Vacuum quenching and nitriding for wear resistance.
3. EDM Operations: Fine detail machining for ribs, bosses, and complex geometries.
4. Surface Finishing: High-gloss polishing for sealing surfaces.
1. Master Assembly: 15+ years average experience technician team.
2. T0 Trial: Initial testing with customer-specified material (PA66-GF30).
3.T1-T3 Optimization: Dimensional adjustments based on shrinkage analysis.
4. Production Validation: 100-300 shot trial run with full inspection report.
1. Protective Packaging: Anti-rust oil, waterproof film, fumigated wooden case (ISPM-15).
2. Documentation: Mold drawings, steel certificates, operation manual, maintenance guide.
3. Spare Parts Kit: Ejector pins, springs, cooling fittings included.
4. Global Logistics: FOB Shenzhen/Guangzhou, CIF, DDP options available.

– Passenger Vehicles: Engine radiator top/bottom tanks, expansion tanks
– Commercial Vehicles: Heavy-duty truck radiator water chambers
– Electric Vehicles: Battery cooling system expansion tanks
– Hybrid Systems: Dual-temperature radiator tank assemblies

– Replacement Parts: Compatible with Denso, Valeo, Mahle, Behr (Mahle) radiator designs
– Industrial Equipment: Generator cooling systems, construction machinery radiators
– Agricultural Machinery: Tractor and harvester radiator components
✓ ISO 9001:2015 Certified Quality Management System
✓ IATF 16949 Automotive Quality Standard (Available)
✓ Material Traceability: Full steel mill certification documentation
✓ Dimensional Reports: CMM inspection data for every critical
dimension
✓ Process Validation: T0-T3 trial reports with sample parts
✓ Warranty: 1-year comprehensive warranty with free technical support